Rabljeni avtomobili z nepravilno skrbjo so pokriti s korozijo. Včasih, če se ta problem ne reši pravočasno, je potrebna popolna zamenjava posameznih delov telesa. V tem primeru brez varjenja ni dovolj. In varjenje avtomobilskih karoserij potrebuje spretnosti in vsaj malo izkušenj.
Za varjenje s karoserijo je najprimernejša možnost uporabe polavtomatskega varilnega stroja. To vam omogoča delo z vsako debelino materiala: od 0,7 do 4 mm. V tem intervalu se prilegajo kot npr. Tanjša krila in močna spreda.
Vsebina
- 1 Metode povezovanja elementov v avtomobilskem varjenju
- 1.1 Spodnje hrepenenje
- 1.2 Prekrivanje spojev
- 1.3 Varjene električne zakovice
- 2 Vrste zvara
- 2.1 Trden prekinjen
- 2.2 Trdno
- 2.3 Pikčasto
- 3 Lokacija šiva
- 4 Priprava materiala za varjenje
- 5 Trenutna nastavitev varjenja
- 6 Nastavitev gumbov
- 6.1 Prvi primer
- 6.2 Drugi primer
- 6.3 Tretji primer
- 6.4 Četrti primer
- 7 Možni problemi pri delovanju polavtomatskega varjenja
- 7.1 Napačna trenutna izbira
- 7.2 Slaba nastavitev spone v mehanizmu za dovajanje
- 7.3 Nizka poraba plina
Metode povezovanja elementov v avtomobilskem varjenju
Različne enote in možnosti za popravilo stroja z uporabo varilnih del predlagajo drugačen pristop za povezovanje novih vložkov s starim telesom. Razmislite o treh glavnih načinih namestitve kovinskih latokov.
Spodnje hrepenenje
Varjenje avtomobilskega telesa s polavtomatsko napravo se najpogosteje opravi s pomočjo ritnega sklepa. Na ta način ne nastaja dodatno nepotrebno zgostitev na telesu. Ta metoda se uporablja pri varjenju obližev ali majhnih vložkov, ki niso izpostavljeni veliki natezni trdnosti.
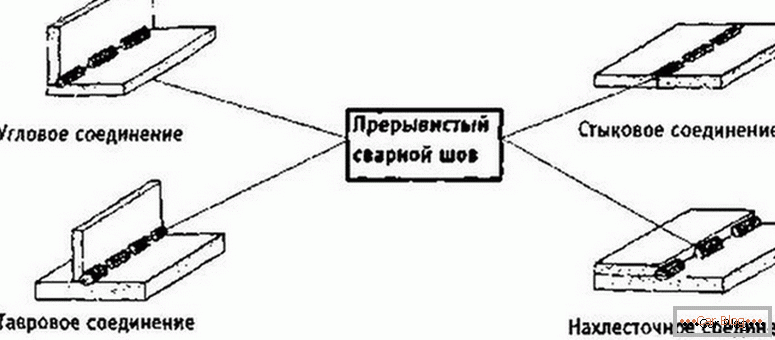
Vrste povezav
Pred delom z obliži lahko odstranite robove s stranic, ki so načrtovane za varjenje.
Če debelina pločevine znaša do 2 mm, potem lahko brez posnetkov. Ta način združevanja zahteva bolj skrbno nastavitev zvarnega dela in pripravljenega dela avtomobilskega telesa. Čiščenje mora biti čim manjše, v idealnem primeru pa morate storiti brez njih. Metoda se običajno uporablja za zunanje obrazne elemente.
Pri izvajanju te operacije mora imeti varilec dovolj visoko usposobljenost.
Zaščitno varjenje
Delo se opravi z uporabo trdnega šiva. Visokokakovostni rezultati ne zahtevajo dolgotrajnega ravnanja in dolgotrajnega odstranjevanja. Včasih je dovolj kiti in injekcij. Debelejše plošče iz železa so lažje varjene in jih lahko varimo s trdnim šivom. Tanka stanja kuhanja je težje.
Lap joint
Takšna povezava je najpreprostejša in je zato postala razširjena med avtomobilskimi varilci. Torej, eden od koščkov kovin je na drugem nadpovprečen, medtem ko je luknja popolnoma blokirana, ki jo je treba popraviti.
Varjenje se prekriva
Metoda je primerna za varilne strukture moči: pragovi, luknje itd.
Varjene električne zakovice
Tak način je precej prekrivanja. Vendar pa je podobno varjenju na kraju samem. Aktivno se uporablja v avtomobilskem varjenju. Na primer, se uporablja za namestitev novih kril, okrepitev blazinice na karoserijski okvir.
Vrste zvara
Kljub metodam parjenja v vsakem primeru varilna tehnika polavtomatskega stroja vključuje uporabo različnih vrst šivov. Obstajajo tri priljubljene možnosti šiva:
- trdna;
- pikčasto;
- trdna prekinjena.
Vrste šivov
Vsak od njih se lahko nadgradi v katerokoli sogovorno metodo, tako v naročju kot v sklepih.
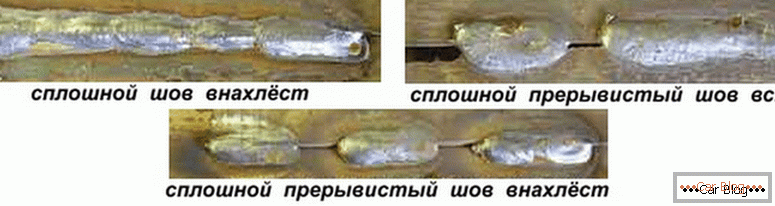
Glejte tudi: Kaj storiti, če so žarometi v notranjosti?Trden prekinjen
Tak šiv je periodična izmenjava neprekinjenih delov in zlomov, ki ne vsebujejo kovin. Umetnik samodejno izbere medsebojne interese. To se naredi tako, da ne "vleče" kovino zvarjenega elementa ali okvirja na avtomobil.
V tem primeru se pregrevanje pločevin zmanjša, kar prispeva k nespremenjenosti fizičnih lastnosti jeklene zlitine, iz katere se izdelujejo kombinirani deli.
Trdno
Lahko ima obliko neprekinjenega "prelivanja" v staljeno kovino in izgleda tudi kot veliko točkovnih zvara, ki se nahajajo zelo blizu drug drugemu. Ta metoda skorajda ni uporabljena v avtomobilskem oblikovanju. Čeprav se lahko uporablja s skoraj vsako debelino kovine.
Uporaba takega šiva zmanjša "elastičnost" celotne strukture. Med delovanjem stroja se lahko pojavi tudi utrujenost.
Pikčasto
Ime govori zase. Varjenje s polavtomatskim strojem in povezovanjem kovinskih listov se izvede s pomočjo varjenih točk, ki so razporejene vzdolž parne linije v določenem intervalu. Razdalja med temi točkami je določena s tehnološko potrebo in je lahko od nekaj centimetrov do več milimetrov.
Lokacija šiva
Delo se lahko pojavi v različnih ravninah:
- horizontalno "varjenje na vrhu";
- horizontalno "spodnje varjenje";
- navpični šiv.
Najbolj primerno je možnost varjenja "top". V tem položaju je šiv popolnoma napolnjen, poln vse praznine in vrzeli. Manj priročno možnost za navpično delo. V tem primeru morate poskrbeti, da se kovina ne dotika šiva.
Najtežji način varjenja je "delo od spodaj".
S tem položajem se šiv pridobiva pod parnimi elementi in nenehno teče navzdol. Zato morate imeti usposobljenost za delo v takem položaju, da ne ogroža kakovosti varjenja.
Priprava materiala za varjenje
Pred pričetkom varjenja morate površino pripraviti. Da bi to naredili, se očisti od vseh vrst onesnaževanja:
- korozijske sledi;
- premazi za barvo in premaz, vključno z ladijskim prevozom;
- zaščitne in zaščitne prevleke;
- vse vrste maziv.
Prisotnost takih snovi lahko zmanjša kakovost prekrivnega šiva ali popolnoma ovira prehod toka skozi vezje.
Pojavijo se tudi drugi negativni učinki:
- plin, ki nastane pri gorenju gorljivih ostankov, lahko ustvari porozno, slabo kakovostno zvara;
- taki plini lahko "izdušijo" kovino iz točke varjenja, kar ima za posledico luknjo, talilna kovina, brizganje, lahko povzroči opekline;
- onesnaženje oddaja veliko količino dima, kar lahko povzroči zastrupitve s produkti izgorevanja ali povzroči požar.
Površine morajo biti tesno povezani.
Varnost pri delu
V ta namen se uporabljajo različne spone in zaponke. Dovoljena je tudi začasna pritrditev s sorniki ali vijaki.
Trenutna nastavitev varjenja
Za začetnike varilce, ki niso delali s tanki listi manj kot 1 mm, je priporočljivo, da ne delate na delovnih površinah avtomobila, temveč da opravljate eksperimentalno varjenje nepotrebnih tankih kosov.
Pri varjenju na avtomobilu je potrebno upoštevati varnostne ukrepe:
- ker eksperimentalne plošče ne potrebujejo pocinkanih vzorcev, saj se bodo pari izkazali za strupene;
- nemogoče je delati v močnem vleku ali vetru, ker to povzroči odvajanje plina iz varilnega območja, kar zmanjša kakovost dela ali pa je popolnoma nemogoče.
Velikost varilnega toka je v neposredni sorazmerju z debelino kovine. Za plošče majhne debeline, boste morali nastaviti tok v območju od 40-60 A.
Večina sedanjih regulatorjev na polavtomatskih napravah nima absolutne stopnjevanja, temveč relativne. Zato je treba natančno točkovno kazalo preveriti v skladu z navodili.
Pravilnost izbranega toka bo pokazala kakovost zvara. Različna napetost v električnem omrežju vpliva na izhodne parametre naprave. Zato prilagoditev aparata v večji meri opravlja eksperimentalna izbira položajev nastavitvenih gumbov.
Glej tudi: Antikorozijska zaščita karoserijePrilagoditev regulatorjev
Primer bi bil polavtomatska naprava. Helvi Panther 132. Ima tri regulatorje, ki vplivajo na trenutni parameter. Dva preklopna stikala imajo samo dva položaja: "1" in "2" v prvem, "min" in "max" v drugem. Tretji gladko krmili žico. Hitrost prenosa žice je odvisna od količine toka. To pomeni, da naprava neodvisno regulira tok glede na dovod žice.
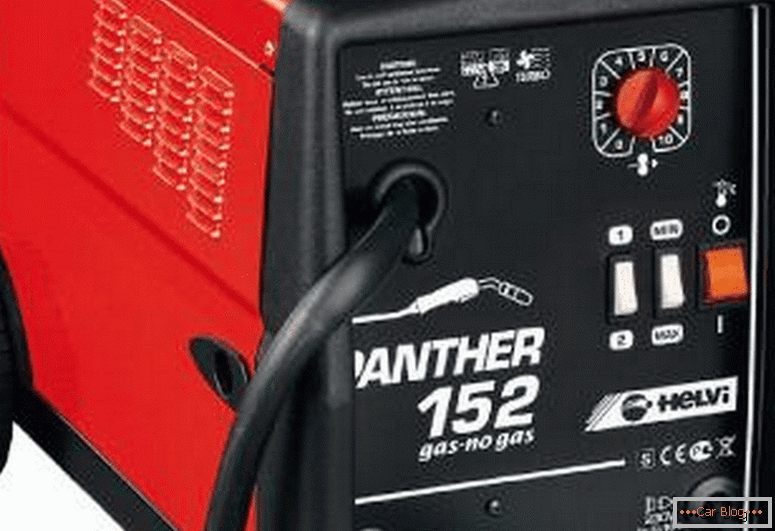
Avtomatska polavtomatska varilna naprava
Kot primer lahko nastavite to polavtomatsko nastavitev za različne debeline kovin, ki so varjene. Tanka lista dobro "kuhana" na nastavitvah: "1", "max" in gladko nastavitev je bila na "7". Debele plošče je bolje poskusiti pri namestitvi: "2", "max", "8".
Med delom s polavtomatsko napravo lahko pride do različnih rezultatov varjenja. Glede na trenutno moč, lahko dobite naslednje rezultate:

Rezultat varjenja z različnim tokom
Prvi primer
Tok je premajhen, tako da ne pride do širjenja kovine na površino, del pa se ne ogreje, kar ovira parjenje. Izkazalo se je, da ni "napake". Potreba po povečanju toka.
Drugi primer
Tok je pravilno nastavljen, kovina je dovolj razpršena, ogrevanje zvarjenega dela je opazno. Na hrbtni strani lista je opazna majhna kovinska kapljica.
Tretji primer
Tok je večji od dovoljene vrednosti. Stopljena kapljica iz žice je preveč »zdrsnila«. Na drugi strani je očitno velika kapljica staljene kovine.
Četrti primer
Precejšen presežek dovoljenega toka v takšni meri, da nastanejo izgorelosti od konca do konca. Potrebno je znatno zmanjšanje trenutne moči, dokler se ne pojavi majhen kapljič brez gorenja.
Možni problemi pri delovanju varjenja polavtomatskih
V normalnem načinu ni vsega dela. Zaradi operativnih napak ali okvare opreme se lahko pojavijo neobičajne situacije.

Napačna trenutna izbira
Ko je tok nastavljen previsoko, so v kovini izgoreli. Prav tako lahko tvori kapljico staljene žice, ki štrli iz konice bakra. Če se takšna situacija zgodi, lahko dodatna žična vrvica povzroči prelom, ko zapusti dovodnik.
Slaba nastavitev spone v mehanizmu za dovajanje
Če je prehod žice skozi konico bakra blokiran, potem se razbije v podajalniku. To kaže na preveliko upornost. Z ustrezno nastavitvijo, žica zdrsne, namesto da se zlomi. Ta dogodek kaže nasprotno - sila pritrditve ne more popraviti žice dovolj.
V tem primeru se lahko pojavi "oprijem" na konici in se ne nanaša na obseg vgrajenega toka.
Enaki rezultati se zgodi, ko je žica v prehrani prepočasna.
Nizka poraba plina
V takšni situaciji je potrebno pravilno nastaviti menjalnik. Lahko se osredotočite na približno porabo 8-10 litrov na minuto s premerom žice 0,8 mm. Čeprav priročnik za polavtomatske naprave predlaga postavitev do 3 litra, to pa v praksi to ni dovolj.


